Parallel Gap Welding
The process of Gap Welding involves the bonding of two parts by using electrodes on one part against the same surface. Parallel gap welding is suitable when the electrode can access the only side of the weldment. Weld current streams from one electrode through the upper part and partly into the lower part before coming back to the power supply using the subsequent terminal.
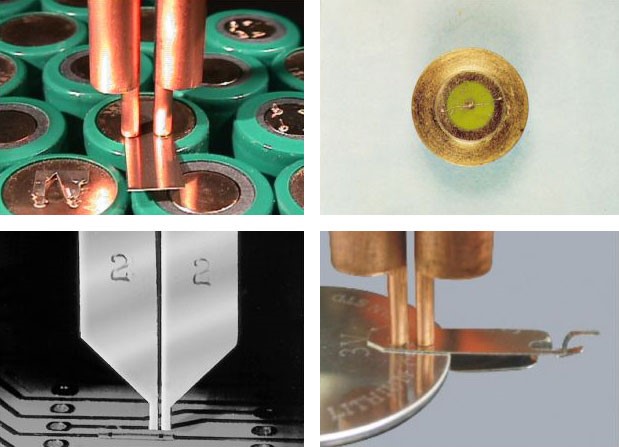
Parallel Gap Welding examples
Types of Bonds Formed in Parallel Gap Welding
The strength of the bond formed while welding depends upon several factors, and these factors involve weld energy, weld time, weld force and part of the material. Reflow-solder, fusion, diffusion and solid-state are the different types of the bond. These are the most prevalent types of bonds.
The accompanying diagram indicates a diffusion bond made by a parallel gap. This bond was formed between the upper silver-plated interfacing tie and the lower silver-plated substrate for the use of a solar oriented cell.
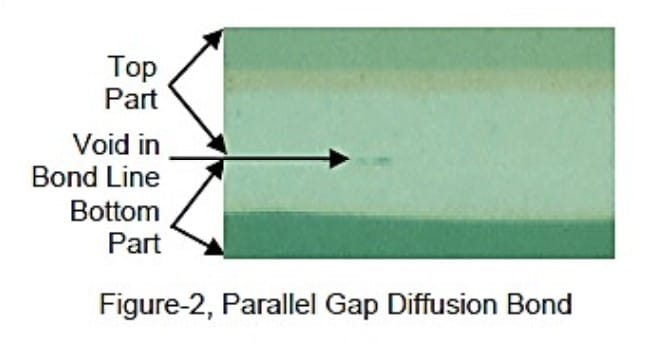
Parallel Gap Diffusion Bond
Material & Geometry Being Influencing Factors
Part material and part geometry are the primary factors that determine the strength of parallel gap welding. The parallel gap welding is also useful when it comes to welds electrically passive parts like steel alloys and nickel, these can be welded with the same kind of alloys in case the thickness of the upper part is not more than that of 0.15 mm without having concerns of geometry. The thickness of more than 0.15 mm makes the current flow from the lower part and hence reduces the strength of the weld.
Shunting and Its Control
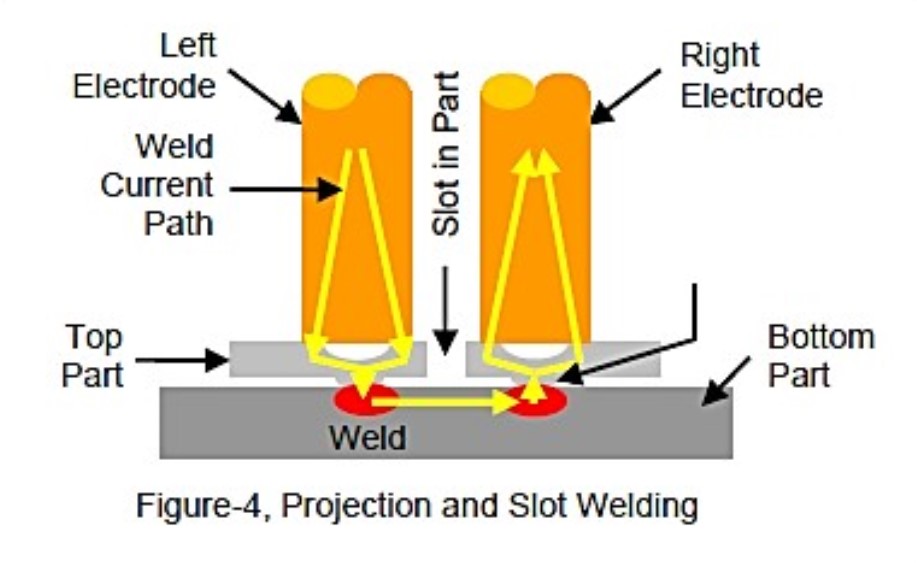
The main purpose of welding from the upper part intends to deal with the weld current path. In the ideal case, the current has to pass from the single path over both of the parts. The process of the unrestrained dissection of weld current over upper and the lower part of the material is known as “Shunting”.
Two essential methods are available to control the weld current path in the upper part:
- To block the unnecessary currents channels, air gap barriers or “slots” are added.
- To coordinate the weld current passage over the ideal way, projections or elevated faces are added.
unrestrained dissection of weld current
Lower Part Thickness
The thickness of the lower part must not be less than that of 50% of the thickness of the upper part. This value of the ratio is increased by 75% in the case of conductive materials.
Benefits of Parallel Gap Welding
Following are some of the major benefits of using parallel gap welding:
- Welding can be achieved from one side only
- Items that are current resistant from one side can be fused
- Weld current has not to flow through the total form of the lower part
- Double nuggets can be achieved in a single weld activity
Application of Parallel Gap Welding
Applications of parallel gap welding incorporate:
- Battery packs
- Medicinal or car sensor wire to the printed circuit board
- Solar cells
- Microwave hardware
- Thin/thick film substrate
- Potentiometers and other smaller than usual segments
- Semi-inflexible substrates